
 English
English русский
русский Português
Português Français
Français




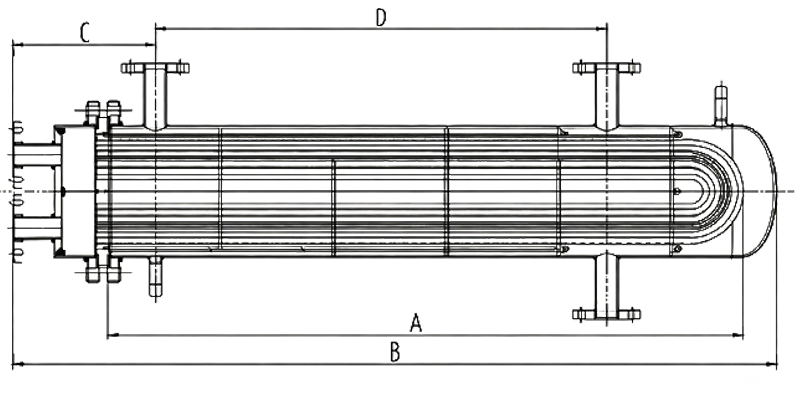
1. Protection de sécurité à double feuille tubulaire : La conception à double feuille tubulaire élimine la contamination croisée, les points d'extrémité servant de points de détection des fuites, établissant ainsi une barrière de sécurité robuste pour les supports dans les industries très sensibles telles que les produits pharmaceutiques.
2. Processus de vidange complète conforme : Conformément aux normes FDA et CGMP, la conception à drainage complet est compatible avec les systèmes d'eau d'injection et d'eau purifiée, garantissant un processus propre sans résidus.
3. Adaptabilité personnalisable et flexible : Dotée de tubes d'échange de chaleur SUS316L importés, l'unité prend en charge l'installation horizontale, avec des diamètres de tubes et des paramètres personnalisables pour répondre précisément aux exigences spatiales et opérationnelles.
Échangeur de chaleur sanitaire DTS (double plaque tubulaire)
 Lire la suite
Lire la suite
| Zone de cœur | Température de conception | Pression de conception | Matériel | Raccord d'aération | Finition inter-surfaces |
| 1-20M2 | 143℃ | 10bar | 304/316L/KFM | Tri-Clamp/Bride | Ra<0,25<0,4/0,6/0,8um |
| Tableau de référence des dimensions | |||||
| Modèle | Nombre de tubes en U | Diamètre du tube en U | Diamètre de la coque | Longueur totale (mm) | Poids (kg) |
| HY-SD-09065 | 9 | 10 | 90 | 1050 | 56 |
| HY-SD-11065 | 11 | 10 | 102 | 1050 | 75 |
| HY-SD-19150 | 19 | 10 | 116 | 1900 | 90 |
| HY-SD-21150 | 21 | 10 | 140 | 1900 | 115 |
Produits connexes
")





Votre Passerelle De Confiance Vers
Le Commerce Mondial & L'ingénierie
Le Commerce Mondial & L'ingénierie
Shiloc (Shanghai) Industrial Trading Co., Ltd.. a été fondée en mars 2026. C'est une société commerciale globale spécialisée dans l'import-export de marchandises, de technologies et de services techniques d'ingénierie. Nous disposons d'une équipe d'agents d'import-export expérimentée, capable de fournir à nos clients des solutions complètes de commerce international. Forts de notre expertise professionnelle et de notre service efficace, nous nous engageons à devenir le partenaire de commerce international de confiance de nos clients.
-
0Année
Établissement
-
0+
Personnel technique
-
0+
Zone d'usine
Lire la suite

Shi Lank (Shanghai) Industrial Trade Co., Ltd.
Informations et mises à jour sur l'industrie
-
2026-07-30Actualités de l'industrie
-
2026-07-27Actualités de l'entreprise
-
2026-07-08Actualités de l'industrie
-
2026-07-08Actualités de l'industrie
-
2026-07-08Actualités de l'industrie
Travaillons ensemble Bienvenue à bord !
-

haikexin@haikexin.com
-
 +86-021-57450102
+86-021-57450102 -
 2819, Rue Sihu, District de Fengxian, Shanghai, Chine
2819, Rue Sihu, District de Fengxian, Shanghai, Chine
Rejoignez notre liste de diffusion
Catégories de produits
Liens rapides
Liens rapides
Droits d'auteur © Shiloc (Shanghai) Industrial Trading Co., Ltd.
Tous droits réservés.
